全国销售咨询热线:0750-5656355

台山市俊华塑料模具有限公司
手机:13702708791(黄总)
13712357500(刘生)
电话:0750-5656355
传真:0750-5676739
邮箱:juny8134@126.com
地址:广东省台山市台城镇新荻路100号
网址:www.junhuamoju.com
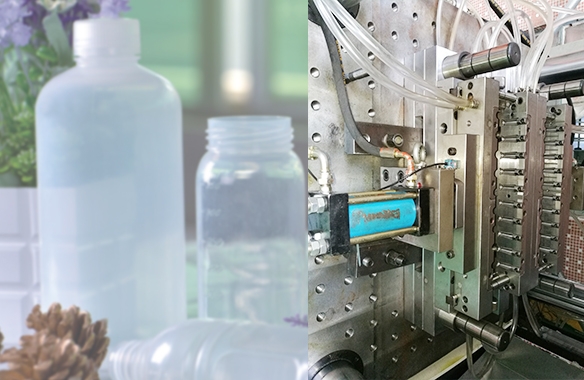
一步法注拉吹与两步法成型的区别及各自特点:
一步法相比与两步法,从原材料到成品是在一部设备中完成。生产环节简单,一次成型,它的可控性强,瓶口的精度较高,不需要二次加热,所以能耗较低。
两步法需要先进行瓶胚注塑,然后在吹瓶机上进行二次加工,吹瓶成型。它是由注塑机和吹瓶机两次完成,可以连线生产也可以分线生产。
一步法与两步法的分别适合什么样的应用:
一步法工艺更适合于中、小批量、卫生要求高产品,当然对于异性瓶、厚壁瓶优势更大。
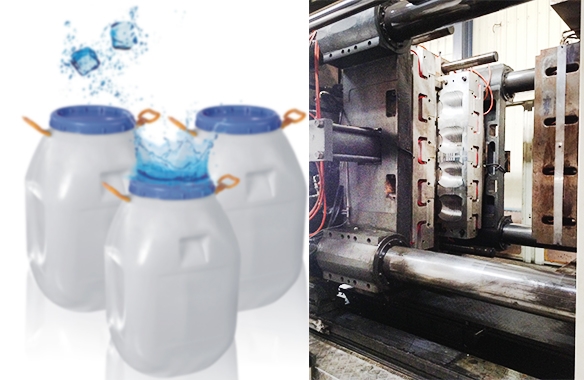
目前两步法一种是高速设备,适用于水瓶、饮料等大批量生产。一种是低速(或半自动化)用于一些量小产品。下图为可以用一步法可加工的瓶型:
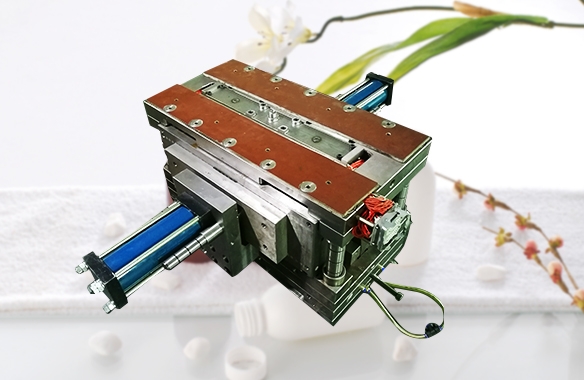
一步法设备的特点:
一步法的加工设备有三工位设备,如青木固设备。其中三个工位分别是:瓶胚注射成形与调节温度-延伸吹塑成形-产品取出。 除了三工位设备,还有四工位设备, 如Nova 的设备, 在原三工位的基础上增加一个冷却工位, 而ASB设备是在三工位的基础上多一个加热工位。
适用于一步法加工的材料有:
PET、PP、PETG、PC、PCTG、HDPE、HIPS、PES、PEN、回收PET、非结晶PET等等,具体要根据不同的材料的拉伸比、吹涨比以及具体的应用来选择不同的材料,选择不同材料,其瓶子的阻隔性也不同。下图为不同材料成型的应用。
方形PET瓶的注拉吹:方瓶设计:双向拉伸比是有限制的,难解决的是R角问题。目前方瓶肩部可在瓶胚上直接注塑成型。
PPSU材料的应用:PPSU拉伸比较小,材料特性比较特殊目前主要用于奶瓶。
一步法模具加工周期要多长时间?
根据产品的不同,模具加工周期一般在65~85天,还需要预留调模时间。一步法设备目前有三工位和四工位两种,每个工位上均有模具,如:热流道、口模(三套)、注塑模、吹瓶模、延伸装置等组成。各工位的模具选材也有特殊要求,基本是指定钢材。
一步法加工的瓶子的厚度极值是多少?
因不同材料不同情况而定,PET材料一步法壁厚小最大值为0.1mm和1.2mm,越厚透明度会降低。对于一些结晶速度慢的材料,如PETG、PCTA、TRITAN等材料,瓶壁的厚度可以做到2mm。
设计瓶胚时,有没有什么方法或软件能够模拟吹后瓶的壁厚分布及抗压力受热变形程度等,准确度大概是多少?
可以用Cae软件模拟,如果对设计不确定的话,确实可以用cae软件去模拟分析,颜色为厚度,同时Cae 也可以对跌落抗压进行模拟。模拟时一定要提供准确的材料参数。
青木固Aoki机器应该更仰赖瓶胚冷却在不同位置的程度,这方面可以分享么?即水路设计与余温怎么匹配和调整?
AOKi设备工艺,瓶成型主要是靠瓶胚自身壁厚余温成型,壁薄处先冷却,壁厚处可以延伸。故可根据瓶胚不同的厚度冷却效果不同的原理进行一些异性瓶的成型。有些产品可能还需要热煤油冷却。
热灌装瓶需要什么工艺来实现?
一般热灌装产品瓶口部需要结晶处理,瓶身、瓶底采用加强筋结构来解决,二部法容易实现。一步法较难。普通材料的一步法瓶,耐热极限是65度3分钟。
成型过程中再加热的好处是:
再加热目的:主要是材料再结晶,增强耐热性和刚性。
一些PET瓶子内壁张力比较大,内容物很容易发生挂壁现象,有没有什么办法解决?
目前要彻底解决这个问题,基本要使用特殊涂料。在食品行业已经有所应用,但是价格、相容性还有产线的安排是一个问题。我知道世界上比较大的色母厂都在尝试去做,但是目前都没有商业化的方案。
夏天的时候 远距离运输,瓶子容易发生变形,需要注意什么?
PET瓶一般60度以上易挤压变形,变形可能跟瓶型有关,如果瓶型不能改变的情况下建议从包装方面考虑。

 在线咨询
在线咨询